Hola.
En el artículo anterior sobre Defectos de tubos sin costura (Parte I), compartí con ustedes información acerca de los defectos más frecuentes que se podían presentar en estos productos, cuando su origen esta relacionado a defectos presentes en la materia prima,(Lingotes).
En esta oportunidad les hablaré de otra gama de defectos, cuyo origen está relacionado al:
Herramental

Para fabricar un tubo de acero sin costura, un lingote debe pasar por diferentes etapas de deformación en caliente, durante las cuales el material sufre transformaciones geométricas sucesivas a través de la aplicación de esfuerzos a altas temperaturas sobre el acero, ejecutados por herramientas y mecanismos de perforación y laminación, para obtener las dimensiones y formas finales deseadas.
Los esfuerzos de deformación aplicados junto con temperaturas que superan los 1100°C, pueden generar defectos en los tubos laminados, si estas herramientas no son las adecuadas, son mal manipuladas o calibradas, presentan alguna imperfección o el mantenimiento no es el idoneo.

Transformaciones del lingote antes de llegar a ser tubo
Durante la conformación de cada uno de estos semielaborados, los mismos estan en contacto directo tanto interna como externamente con herramientas de perforación y laminación.
Si estas herramientas presentan defectos superficiales, los mismos serán copiados en relieve sobre el material caliente durante su deformación, simulando a la vez el patrón de contacto del movimiento de la máquina sobre el producto procesado y generando defectos con características particulares que se relacionan directamente al herramental o equipo empleado.
Un inspector experto en la materia, sabría determinar en función a la ubicacion, patrón y morfología del defecto, en que etapa fué generado, cual herramienta lo causó y el motivo de tal aparición.
Usualmente los defectos originados en caliente por las herramientas de perforación generan defectos internos y aquellos ocasionados por las herramientas de laminación y traslado de los semielaborados, defectos externos.
Estos defectos se caracterizan por ser de superficie opaca y presentar patrones de ubicación que pueden ser puntuales, periódicos o continuos, dependiendo de la herramienta o máquina que los causó.
De allí que los defectos de este tipo, suelen ser marcas superficiales de tipo imprenta, desgarres, cavidades o pliegues causados por cilindros de laminación desgastados, con material pegado, o desalineados, marcas o desgarre de material base por contacto en caliente con mecanismos de rotación como las barras o rodillos de desplazamientos, o marcas internas causadas por mandriles o barras de perforación.
A continuación les presento una serie fotográfica de los defectos típicos causados por herramientas y equipos de desplazamiento durante la fabricación de tubos sin costura a paso de peregrino.
Como podrán observar, siempre se presentaran patrones repetitivos y secuenciales característicos de los movimientos de cada equipo, por los cuales es de fácil reconocimiento para los conocedores en la materia, detectar las causas que generan estos defectos y tomar las acciones correctivas necesarias en cada caso, para evitar la repetición de los mismos, durante la producción de los tubos.







Espero les haya sido de agrado el artículo y hayan quedado con ganas de saber más del tema. Porque pronto continuaremos con los detalles de resto de los defectos. Nos vemos....
Especificación API 5T1 Imperfection and Defect Terminology. Standard by American Petroleum Institute
Cavidades pasantes de cilindros laminadores por desalineación
Marcas superficiales por defecto en cilindros laminadores
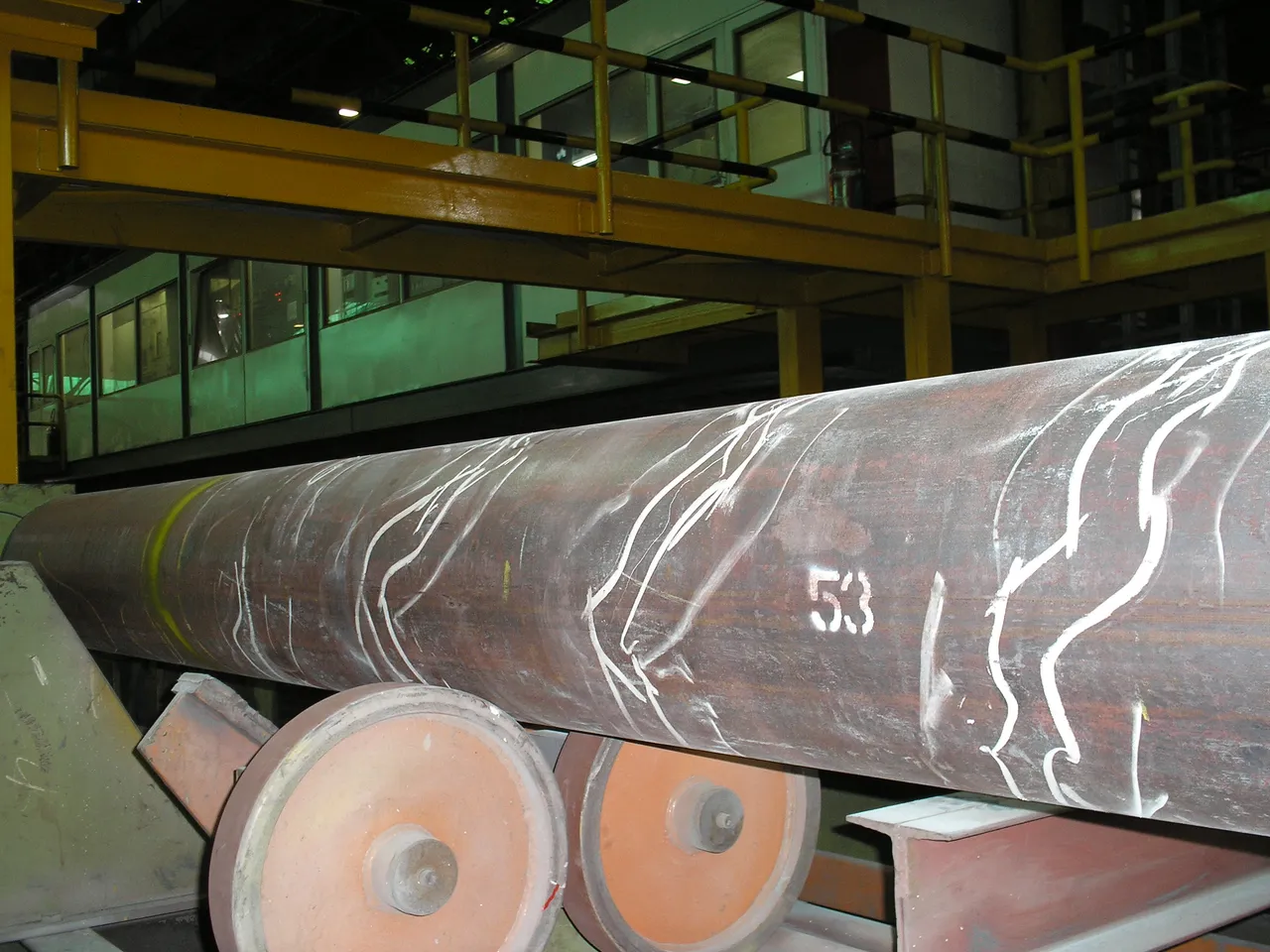
Tubo con grietas transversales por marca de lineales en alargado
Alargado con marcas de lineales
Ondulaciones internas por mandril de laminación
Escamas internas por mandril de laminación
Marcas internas en el tubo ocasionadas por herramienta de perforación en mal estado
Marca externa en el tubo por contacto en caliente con rodillo de desplazamiento en movimiento
Espero les haya sido de agrado el artículo y hayan quedado con ganas de saber más del tema. Porque pronto continuaremos con los detalles de resto de los defectos. Nos vemos....
Fuente de Imágenes y Texto de mi autoría
Referencia Bibliográfica
Especificación API 5T1 Imperfection and Defect Terminology. Standard by American Petroleum Institute